Bending, roll bending and processing of tubes and section bars in metal
Since 1991 we have been engaged in the cold bending and processing of tubes, tubular elements and section bars in steel, stainless steel and aluminum. Over the years we have specialized heavily in the performance of processes of bending, roll bending, laser cutting and welding.
A certified quality management system is essential to guarantee and maintain the company’s performance and value for our clients over the long term.
Tecnocurve is ISO 9001 quality certified by CSQ and since 2020 its production processes have been validated in accordance with UNI EN 1090.
A qualified partner
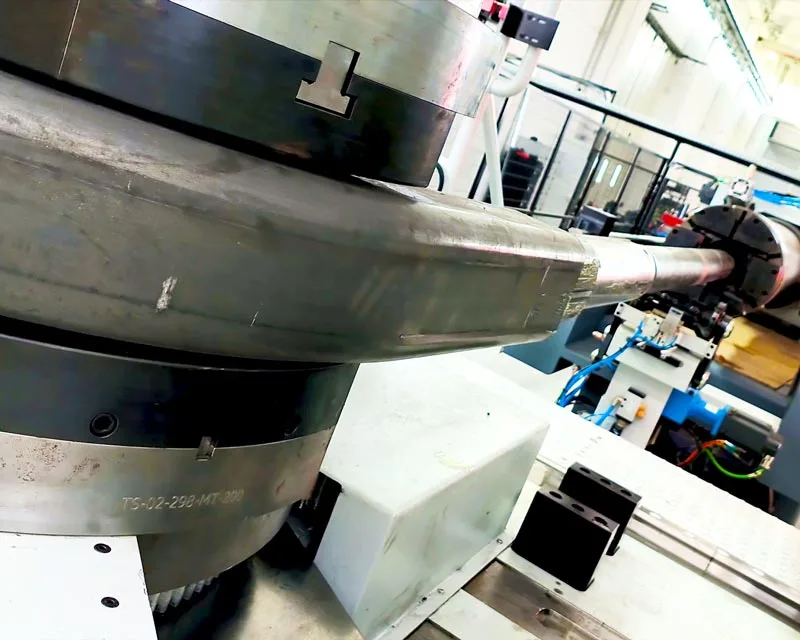
With the support of the advanced technology provided by our machinery, capable of bending cross sections up to Ø219 mm, and spurred by our desire for constant improvement, Tecnocurve offers its clientele a serious partnership, working alongside the client from the design stage through after-sales services with the dedication and quality of skilled workmanship unfailingly performed.
Every person who works at Tecnocurve knows that the client has to be able to rely on a targeted professional collaboration that aims for the maximum satisfaction of the needs expressed, in an atmosphere of trust, serenity and competence.
Metal alloys
We process the main metal alloys: steel, stainless steel and aluminum
We have been in business for more than thirty years and we are committed to improving every day in the bending and roll bending of tubes and section bars, with continuous upgrades and an enormous desire to grow.
We have been in business for more than thirty years and we are committed to improving every day in the bending and roll bending of tubes and section bars, with continuous upgrades and an enormous desire to grow.
Play Video
Sectors
We work and have gained experience in many sectors of application of bent tubes.
Our software and machinery are constantly upgraded and certified, our personnel receive constant training and instruction and these are just a few of the reasons why we are chosen by our clients.