According to a simple definition, the bending radius is the distance between the centre of a circle and its circumference.
In mandrel bending, the bending radius is the dimension impressed on the tube from the centre of the die to the centre axis of the round, square or rectangular inner tube.
In roll bending, where rollers are used, the bending radius is determined by passing the tube through three rollers. In this case, two different bending radii can be achieved:
- a fixed bending radius
- a variable bending radius
Read more in our article about the importance of the bending radius in tube bending.
Did you know that mandrel bending and roll bending can be used on the same pipe to achieve variable bending radii?
In fact, a tube or pipe can be processed (cold formed) on both a tube bending machine and a profile bending machine.
To learn more about this topic, read this article on the difference between mandrel bending and roll bending.
The possibility of applying both operations to the same tube allows two or more different bending radii to be applied to the same tube or metal profile:
a smaller bending radius (with dimensions from 1.5 to 5 times the length of the tube or pipe)

a larger bending radius (with dimensions more than 5 times the length of the tube or pipe).

Two methods exist for achieving varying bending radii on a single tube.
- by using a CNC tube bending machine and a profile bending machine together
- by using a tube bending machine on which special tools are mounted.
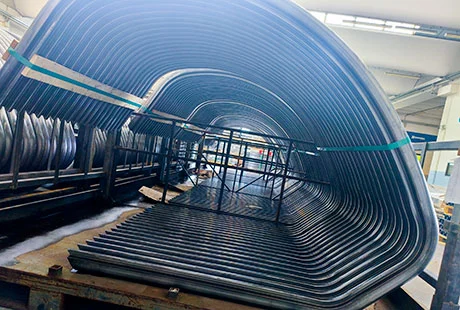
The need to have two different bending radii on the same tube or pipe, one narrower and one wider, arises from the particular geometric shape of the tube and its intended use: the most obvious example is the cabins of agricultural machinery, such as tractors, whose shape usually requires the combined use of bending and calendering.
However, there are also cases where the shape of the cabin does not require bending of the tube with a variable radius.

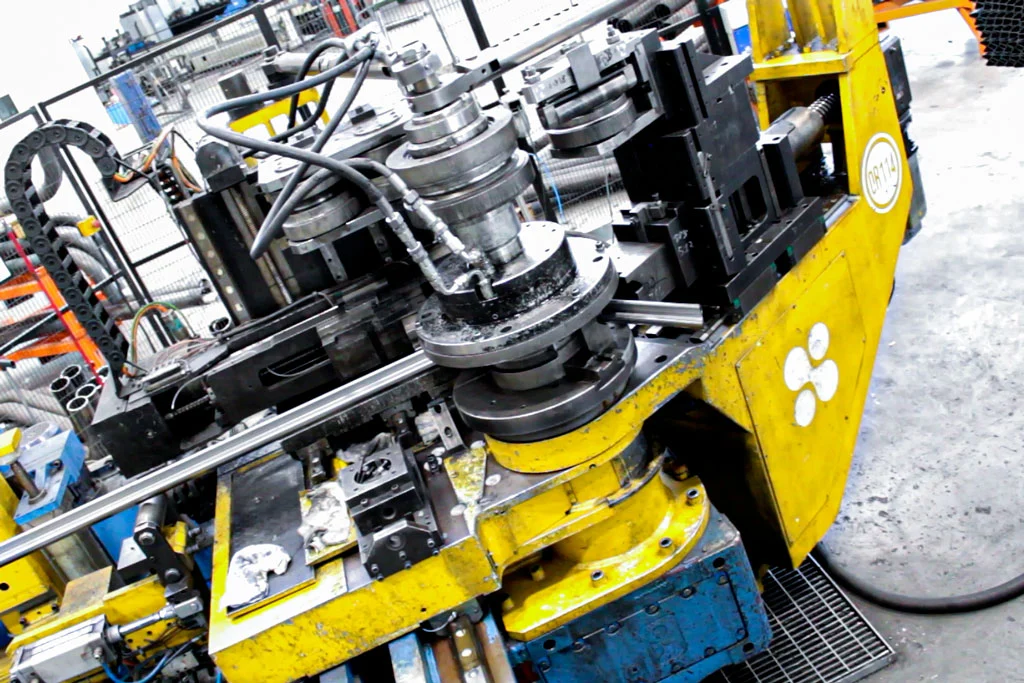
The following video shows the production of a cabin profile with a single bending machine and two different tools:
- a die with a fixed bending radius in the lower part
- rollers are mounted in the upper part to obtain a variable bending radius.
Variable bending radii with different tube processing methods
The use of different machines results in different tube bending techniques, but they all have the same goal. As mentioned above, these are the following tube processing methods:
Mandrel bending and roll bending with tube bending machine and profile bending machine
This bending method involves the use of
- tube bending machine
- a profile bending machine
The main advantage of this solution is the relatively low cost of tools.
On the other hand, preparing two machines for cold tube bending means an increase in the cost and time of the tube processing operation.
The reason for this is that mandrel bending is essentially a manual process: if the tube or pipe has to be bent several times with different radii, the machining process becomes much longer.
For this reason, the combined use of mandrel bending and roll bending, performed on two different machines, is recommended only for the production of small batches of bent tubes as part of a project to be completed.
Tools for tube bending machines and profile bending machines
The tools for these two machines require the use of specific components that are essential to realize fixed and variable bending radii on the same tube:
- Dies
- Vices with slides
- Mandrel (in the tube bending machine)
- 3 rollers (in the section bending machine)
Mandrel bending with variable radius performed with the tube bending machine alone
Only one type of machine is required for this bending process for pipes and tubes with a variable radius, the pipe bending machine, which is equipped with two bending units.
- The first unit is equipped with a die with a fixed radius.
- The second is equipped with a series of rollers (normally 4) that produce the variable radius of the bent tube.
In this case, the equipment costs are certainly higher than with the first solution.
However, there are several advantages:
- The equipment is simpler, since it is not necessary to use two different machines.
- Pipe or tube bends with different radii can be produced.
- Much faster and easier for the operator to process the tube.
- Easily repeatable tube bending process suitable for mass production.
- Reduces production costs
- Ensures better quality of the bent tube or profile.
Thank you for reading this article from our blog. If you have any questions or would like more information, please contact us using the form below.