Differences, materials and end uses for profiles, box section tubes and tubes in the world of cold deformation.
Bending and roll bending of metal tubes, box section tube and profiles are activities which traditionally fall into the metallurgy industry. This regards processing of metals which deals with their deformation by means of bending and roll bending techniques.
At the end of the eighties, market demand was more or less limited to the bending of items, the sections of which were very simple; these were nearly always tubes (round) or box section tubes (squared).
With the passing of time, the market became more demanding. On the one hand, the number of industrial applications to which metal tubes and profiles were applied has been notably enlarged over the last decades. On the other hand, tubes and profiles, which in themselves are structural elements, have begun to be used by designers worldwide as elements of design as well.
The consequences of this have been:
- Greater attention to the surface finishing of profiles and tubes;
- Enlarging the range of geometric shapes and bending radii;
- Greater complexity of the technical drawings;
In addition to all this a parallel requirement emerged, above all due to the increased competitivity of the “global market”, and the need for a notable reduction in production times.
The emergence of CNC machines, LASER TUBE and 3D H3 software
The innovations required by industrial progress have only been possible thanks to the development of new technologies, machinery and equipment which have revolutionized curvature and calendering processes and techniques.
Over the last thirty years, this particular sector of the metallurgy industry has indeed been the object of continuous evolution, made possible particularly thanks to encompassing electronics into production processes.
We are thinking for example of introducing computer controlled machines (CNC) following the advent of technology which has allowed for laser cutting of metals. More recently, 3D software was introduced, thanks to which it is possible to determine the critical aspects of the process of deformation of metal tubing, even in the design phase.
A concrete example
The cabins of tractors were initially made out of curved round or box section tube. This was a simple process, as simple as was the geometrical shape of the cabin. The industrial progress of the last twenty years has seen the substitution of tubes with special curved profiles.
These profiles, normally in steel, in addition to conferring a decidedly more modern aesthetic aspect to the cabin, has allowed for the renewing of the shape of the cabin. The insertion of the special profiles in steel instead of tubes and box sections has brought several benefits:
- Assembly of the sections with the glass and the door;
- an increase in the quality of the finished product.
The working of the special profiles for the cabins of agricultural machinery is one of the most important activity sectors of our company.
The production of these profiles has been possible only thanks to the insertion of computer controlled bending machinery which guarantee greater precision of the bend and a significant reduction in timings of the production process.
In order to carry out the feasibility analysis of processing to the design, we use cutting edge 3D software; it helps us to identify any critical aspects and to work out the necessary solutions in advance (with regard to the production process).
Lastly, the introduction of laser tube has allowed us to amplify the working of the profile and further to accelerate the production process. Thanks to laser technology, holes, rings and inclined cuts are created, whenever possible, before tube bending (pre-drilling).
Tubes, box section tubes, profiles: what is the difference?
The technical terminology is important, for which it is necessary to clear the decks first and to explain what the simple but significant differences are between a tube, box section tube and a profile or section:
- Tube: material with a round section.
- box section tube: material with square or rectangular section.
- Profile: material with a particular section geometry, different from the round, squared or rectangular one
Tube
Box section tube

Profile

Tubes and square section tubing
Given their greater use compared with special profiles, tubes and square section tubing (in the various metal alloys) are easier to source on the market, in addition to which they are simpler than the metal sections. It also follows that their supply costs are much lower than special sections.
The cost is usually indicated as €/m (the rods are supplied in lengths of 6 or 12 metres) and usually varies on the basis of these factors:
- Type of metal alloy
- Tube diameter (external section for box sections)
- Wall thickness
- Welding (if present or not)
If the first three factors of the cost are probably clear even to those less expert, the cost factor allied to welding of the tube probably merits further explanation
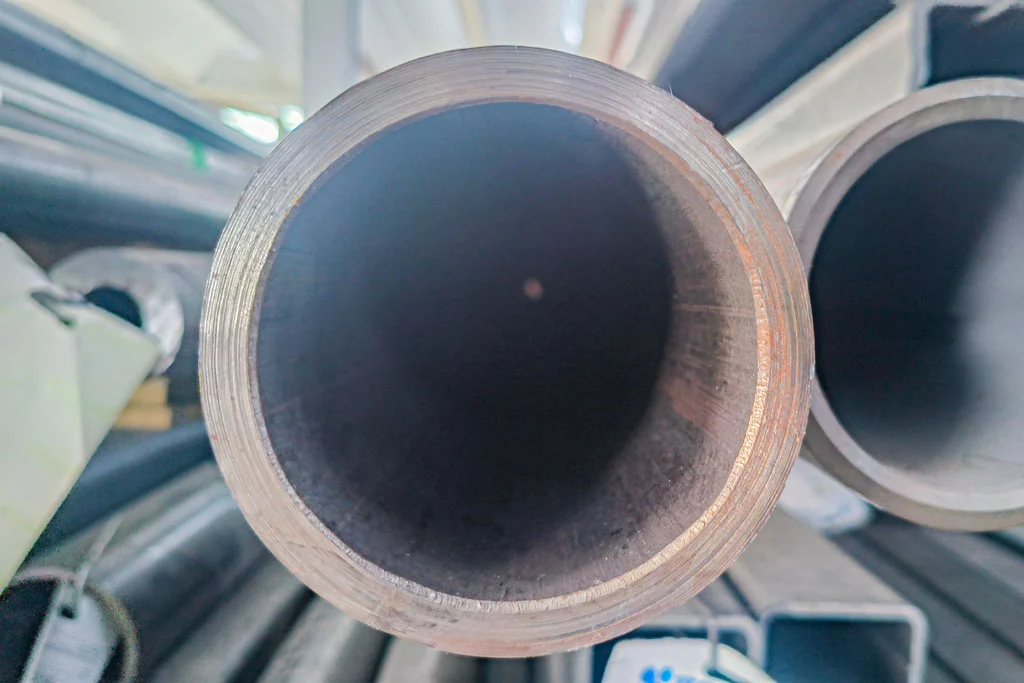
Tube with welding
The making of a welded tube starts with a coil which is first cut longitudinally and to which forming is applied using pairs of special rollers. Subsequently, longitudinal welding is applied which, having completed the process, will be fully visible inside the tube.

Tube without welding
Seamless tube is subject to a particular production process which is accomplished with lamination, hot or by extrusion (or by means of a combination of both processes).
Tubes without welding are costlier than those with welding. That is due to the fact that the process is more difficult. Despite the greater cost though, they offer an important advantage; they have no critical points.
For this reason, seamless tubes are always used for plants in which it is essential the absence of leaks. For example, when gas or liquids pass through the tube, or in sectors where the tube or box section tube must offer greater resistance for safety reasons, as in the case of ski lift systems.
Bent tubes and box section tube are used in many industrial sectors, of which we shall now recall only the main ones:
- Industrial plant (e.g. gas or food plant)
- Light framework (e.g. fitness, furnishing)
- Heavy framework (e.g. roofing and heavy machinery)
- Agricultural machinery construction (e.g. trenchers and three-point mowers)
There are also types of “full” tube and box section tube; not hollow inside. Heavier and more expensive than hollow ones, they are less used in the above-mentioned industrial sectors.
Being full, it is harder to curve them as they are more resistant to bending.
Special profiles
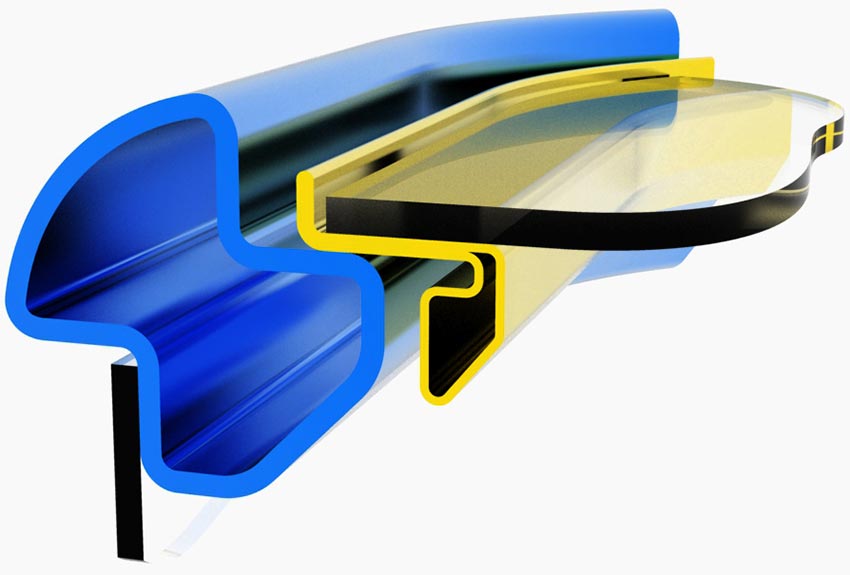
Special profiles (in steel, stainless steel or aluminium) are distinguished by their open or closed sections, and their particular geometric shape. This last, also referred to as moulded, is designed to impart a greater aesthetic value to the finished product (as a design element), or for special applications.
The illustration below (Fig. 1) shows a section (blue in colour) which is used for the production of cabins for agricultural vehicles. This profile has an important structural function; it is used for fixing the cabin glass on one side of the profile, whilst the door structure (in yellow) is fixed to the other side .Onto this last, as can be seen clearly in the illustration below, another glass is attached.
The cost of the special profiles is greater due to the complexity of the shaping process; special dies are required for the production lines. Tecnocurve has obtained an exclusive concession for the use of four sections which are available for those customers who require them (see figs. 2-3-4). Our goal is also to help small manufacturers who would otherwise experience difficulties in shaping or acquiring the finished special profile.
CAB 1

CAB 2

CAB 3

These three special sections are in steel and are bent for the creation of sides which make up the safe-cabin for agricultural and industrial machines: Industrial sweepers; tractors; earth moving machinery; ski lifts; fork lift trucks.
Main industrial sectors for special sections applications:
- Profiles for cabins
- Windows and doors
- Furnishing (naval, civil)
- Lighting
Metal alloys
The metals used for making the tubes, box section tube and profiles, is one of the aspects which influence their workability; this is particularly important in bending.
The main metal alloys for tubes used in industry are:
- Steel: S235, S355, E235
- Stainless steel: AISI 304, AISI 316
- Aluminium: 6060, 6061
Steel tubes and stainless steel tubes
The main difference between steel and stainless steel is basically due to the quantity of chrome. Steel is produced with a minimum quantity of Chrome, which makes it subject to rust and deterioration, due to exposure to atmospheric agents (air, humidity, water). On the other hand, stainless steel forms a film which protects the pipes from corrosion, both externally and internally.
Furthermore, stainless steel tubes and box section tube are used in the food and healtcare sectors, because they can easily be cleaned.
Aluminium tubes
On the other hand, tubes in aluminium are completely different from steel tubes. The elogantion percentage of this metal is the main factor to be taken into consideration when the feasibility of bending an aluminium tube needs to be evaluated.
Only thanks to advance determination of the characteristics of the composition of the aluminium alloy, can we ensure a good outcome of the curvature and avoid ruptures and deformations greater than the tolerance of the project design factors.
Tubes and sections in aluminium are above all used for their light weight (they have a significantly lighter weight than steel) and are therefore not only used in the automobile, aeronautic and aerospace industries, but also for making bicycle frames.
The choice of an aluminium alloy depends on its particular industrial use. Thanks to the experience acquired over more than twenty-five years, we supply our clients with professional consultancy over the choice of metal alloys as well. This allows for obtaining really excellent results on the finished product.
The difference between bending (rotary draw bending) and roll bending
Tube bending and roll bending are two different techniques for processing metal tubes and profiles. The main factor which separates them is the bending radius.
Is carried out by a particular machine, the tube bending machine, with which a fixed axial deformation is applied to the tube to be bent, deriving from the radius of the mould (master).
On the other hand, with roll bending special machines are used, the angle rolls, equipped with rolls, within which tubing, box sections and profiles of various dimensions, shape and section are run. Thanks to roll bending furthermore, it is possible to apply different radii of curvature to the section of the same piece (but always wider than rotary draw bending).
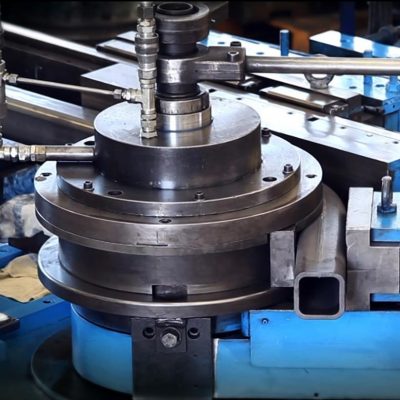
Bending (rotary draw bending)
Roll bending

Bending radius
As we have seen, when we speak of tube bending (or metal profiles), one of the most important aspects to be considered is the bending radius.
Not all tubes can be bent to the same radius. This essentially depends on two factors: size of the section and wall thickness. This variation is determined by the feasibility coefficient (K) obtained from the product of the average radius (Rm) for the thickness (sp) divided by the tube diameter (Ø) squared.
For tubes, the factor will be the product of base times height (bxh), according to the following formula:
Determination of coefficient k is fundamental for the analysis of the tube bending feasibility, and the level of processing difficulty.
The bending radius of a round tube is always referred to the centerline axis of the bend and is an important datum in the study phase of the feasibility; that which helps us to determine the theoretical length of a curve (Lcurva).
The formula for calculating that length is as follows:
The value Lcurva is to be divided by the elongation, in order to obtain the real (not theoretical) result of the development of a curve. The percentage elongation is a value which we have learned to calculate with experience developed over the years, in order always to be more precise. This last varies on the basis of the section, the material, and the average radius of curvature.
Deformation of the tube, cold or hot
Lastly, we must produce a further specification on the bending methods, starting from the basic concept that bending is a process which involves a deformation.
Their deformation may be carried out cold or hot.
With cold deformation, a process in which Tecnocurve is specialized, the bending process is carried out at environmental temperatures. In this case, the process is carried out by insertion of the tube (box section or profile) into bending machines or angle rolls.
Hot deformation is a much more complex and expensive process which allows for producing much tighter bending radii on tubes and box sections with very large diameters. In this case, the curve cannot be made with a standard machine of fixed radius mould as with those quoted above.
The hot deformation process can only be carried out with particular equipment, machinery and techniques. This is a much more expensive and difficult bending technique compared with that of cold deformation. The hot deformed products are used particularly in the petroleum and naval sectors.